Quasi-simultaneous Laser Welding
Transmission laser welding of polymers is a well-established industrial joining method, its reliability makes it particularly suitable for applications where very high weld seam quality is specified. A number of quality assurance methods are available when using this technology to safeguard the specifications demand for quality. These quality assurance methods are suitable for implementing a zero-error strategy, under very economically attractive conditions. This three-part series of articles discusses the different approaches.
In this form of laser welding, the laser beam passes almost completely unhindered through the upper welding partner until it hits the welding zone where it is absorbed by the lower welding partner. The pressure of the clamp tooling enhances thermal conduction into the transparent joining partner, which then also causes local plasticization of the polymer to create a secure adhesive bond.

Figure 1: During transmission laser welding, plasticization only takes place along the welding line.
Potential errors and quality assurance in the process chain
When the laser beam passes through a polymer, the beam can be scattered by the presence of crystalline zones and glass fibers. Moreover, coloring agents, pigments and other additives can partially absorb some of the energy. Each of these effects reduces the intensity of the beam at the joining horizon. This means that the nature and quantity of the crystallites or the pigments, fillers and other additives within the components, can indirectly influence the laser welding process.

Figure 2: Potential negative effects on the quality of the weld seam during transmission laser welding. Split up into different parts of the production sequence.
Compounding is used to determine the material constituents. This also involves the main definition of the optical properties of the material. Fluctuations in the level of dosing do not usually influence laser plastic welding in practice. However, for functional reasons, the optical properties should be tested prior to any modification being made to the material compositions.
In practice, a more relevant source of errors along the process chain is the injection molding stage. This has a significant influence on the geometrical and optical properties of the joining components because of the process parameters and shape of the molds, particularly in the case of filled, reinforced or highly crystalline polymers. In the case of fiber-reinforced polymer components, it is possible for fiber agglomerates to accumulate in parts of the injection tool. If the injection point is close to the welding zone, there is a risk that this may be affected by strongly fluctuating transmission conditions. The transmission values can also be significantly influenced by unsuitable cooling down speeds when processing partially crystalline polymers.
In addition to optical properties, the dimensional stability and surface quality of the components can also have an influence on laser welding. The properties of the surface of the transmissive joining partner influence the reflection of the laser beam when it enters the polymer component as well as when the beam exits the base of the transmissive component. There could be a rise in the reflections at the ejector pin marks. The dimensional stability of the component is a critical factor for the thermal contact of the joining partners. If the parts cannot be held in contact with each other by the clamping tool, thermal conduction will be hindered, as well as have the potential to cause thermal damage to the parts at these gap positions.
A similar effect arises when there are notches in one of the joining partners. Damage of this kind can be caused e.g. by improper handling during the transport and assembly processes which take place upstream of the welding process. The effects range from local heat accumulation, and the overheating of the lower joining partner, all the way to the improper sealing of the joint line.
Contamination of the components on the beam input side of the overlying transmissive part can absorb some of the laser beam energy and lead to surface burning of the plastic. Although this rarely leads to a reduction in the quality of the weld seam, residues of this kind on the surface of the component are usually unacceptable for aesthetic as well as functional reasons.
Quality assurance during the welding process
The laser welding of plastic is usually undertaken with diode lasers operating in the near infrared spectrum. This wavelength is invisible to the human eye. This means that pure visual examination of a component after injection molding is completely inadequate. Controlling the absorption and transmission properties as part of preventative quality assurance measures can only be done by using testing frequencies similar to the wavelength of the welding laser.
Beam scattering in the polymer takes place almost independent of the wavelengths. Effectively monitoring this influencing factor as well requires the use of an appropriate measuring device which can realistically match the spatial spread of the welding laser beam as accurately as possible. The LQ-TMG 2 and LQ-TMG 3 from LPKF Laser & Electronics AG, transmit a measurement laser beam through the component sample which is picked up by a detector close to the base of the component. Random sampling within a batch of sample boards or components provides information on the percentage of the transmitted beam intensity and therefore provides a direct means of controlling the transmission, surface reflection and scattering within the material. This measuring technique is particularly valuable because it also reveals the local resolution of faulty zones within a component.
Online process monitoring methods
The main advantages of transmission laser welding compared to conventional techniques include the outstanding options available for real-time online process monitoring by making intelligent use of several basic physical principles. The specific methods used depend on the actual type of welding technique being employed. It is also possible to combine several process monitoring techniques.
Online process monitoring during quasi-simultaneous and simultaneous welding
Quasi-simultaneous welding is one of the most frequently used methods for welding small and medium-sized components. The method involves a laser beam tracing the weld path repeatedly until the entire joint line is completely plasticized. A galvanometer scanner guides the laser beam in the x and y directions along the weld seam. A very fast scanning speed melts the material along the whole weld seam. A similar process is involved in simultaneous welding: in this case, though, the whole weld path is plasticized simultaneously by laser beams. This involves setting up multiple beam sources along the welding contour and is therefore only economical for very high volume production numbers.
In both of the welding techniques, the plasticization behavior of the components provides information which can be used for error detection. Online melt collapse monitoring can be used to test the quality of the weld. Melt collapse monitoring allows the detection of direct and indirect errors. The principle applied is that only so much material is melted to satisfy the production tolerances of each individual component. The process allows the dependable creation of tightly welded seams which satisfy protection classes IP67 and IP 69K. Depending on the specific process involved, the welding procedure is stopped when defined limits are reached: such as time, melt distance or fixed stop. Melt collapse monitoring is the most rugged testing method for laser plastic welding processes.
Independent of the process strategy which is being used, melt collapse monitoring always starts with the determination of the zero point. The clamp tooling required for the process is guided towards the component and stops when it reaches the component. The touchdown point of the clamping tool on the component can be determined extremely precisely by monitoring the relative changes in the displacement encoder system. The absolute value from the displacement encoder system at this point in time can already determine whether the component to be welded is in position, whether the assembly has already been welded, or whether there are other mechanical anomalies. The measuring system is then set to zero at this point to be able to undertake a relative measurement during the actual welding procedure. The following variations depend on the selected process strategy.
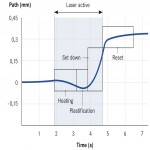
The most frequently used version of melt collapse monitoring is measuring the collapse distance. Starting from a previously defined zero point, the welding system radiates energy onto the component. The laser beam is not switched off until a pre-set value for the melt collapse has been reached. The time taken for this plasticization process is then compared to a pre-set limit. The component is classified as of good quality if these measurements comply with the pre-set limits. If the limits are undercut or exceeded, this often indicates anomalies in the transmission or absorption properties of the component. For instance, if the time taken is too long, this may be due to poorer transmission as a result of modified injection parameters.

Figure 3: Plot of collapse distance against time during simultaneous or quasi-simultaneous welding
An alternative to the aforementioned version is welding with a pre-set welding time. At the end of this time, the collapse distance is compared with the pre-set limits to make a qualitative assessment of the welding. This version is not used as much in practice because most production drawings define a specific collapse distance in the drawing specifications.
A special form of welding with melt collapse monitoring is welding until reaching a mechanical limiting stop designed into the assembly (“Welding to the limiting stop”). Starting with the obligatory zero point definition, the laser system continuously monitors the gradient of the collapse-distance plot. As soon as the mechanical limiting stop has been reached, there is a rapid change in the gradient: this is defined as the switch-off criterion for the welding process. Assemblies welded in this way can comply very precisely with functional dimensions. However, care must be taken to ensure that no internal stresses build up in the component during the cooling down process.
All of the above variants are followed by a time-regulated cooling down procedure during which the clamping pressure is maintained. The material shrinkage which occurs as the parts cool down can also be measured and compared with set values. This is a good method for the instance of determining whether an absolute component height is maintained.
Registering and evaluating the melt collapse is a simple and effective method for quality assurance. The next issue focuses on other techniques: it concentrates on parameter monitoring and describes methods for burn detection.